 With many smart and creative people involved in the Automated Fibre Placement (AFP) industry it is no surprise that it is changing so quickly. However, addressing the need to economically produce small and complex parts using fibre-placement is critical to it future success. The complex process currently used has to be simplified and stabilised to become practical for second and third tier suppliers. Until that happens, AFP will remain a specialised manufacturing method only available on high end products from larger companies. CGTech provides commercially available, machine independent AFP programming and simulation software that helps to demystify the AFP programming process, making it more approachable for smaller companies.
With many smart and creative people involved in the Automated Fibre Placement (AFP) industry it is no surprise that it is changing so quickly. However, addressing the need to economically produce small and complex parts using fibre-placement is critical to it future success. The complex process currently used has to be simplified and stabilised to become practical for second and third tier suppliers. Until that happens, AFP will remain a specialised manufacturing method only available on high end products from larger companies. CGTech provides commercially available, machine independent AFP programming and simulation software that helps to demystify the AFP programming process, making it more approachable for smaller companies.
Recent advances in automated composite fabrication machines, commonly called Automated Fibre Placement (AFP), are generating much excitement. Driven mostly by the aerospace industry, but with technology quickly transferring to other industries, highly productive automated composite lay-up machinery is becoming a reality.
CGTech has set a goal to help demystify the process of programming automated composite machinery by introducing the key components of machine independent off-line programming software. This is, after all, what the company’s VERICUT software continues to do for manufacturers using CNC machine tools for material removal.
The three elements
 Machine independent software for automated fibre-placement and tape laying machines from CGTech consists of three components that can be used individually or together: VERICUT Composite Paths for Engineering (VCPe), VERICUT Composite Programming (VCP), and VERICUT Composite Simulation (VCS).
Machine independent software for automated fibre-placement and tape laying machines from CGTech consists of three components that can be used individually or together: VERICUT Composite Paths for Engineering (VCPe), VERICUT Composite Programming (VCP), and VERICUT Composite Simulation (VCS).
VERICUT Composite Paths for Engineering (VCPe) gives a composite part designer, mechanical engineer or process engineer access to the same software tools NC programmers use to create Automated Fibre Placement (AFP) NC program paths that are subsequently used in the workshop to lay-up a composite part. Using these tools the part designer or engineer can easily create and experiment with various AFP path options and evaluate the effects AFP manufacturing has on a composite component’s design intent. By producing actual AFP tape courses the user can measure and evaluate the effects of AFP path trajectory, material steering, surface curvature, course convergence and other process constraints as they would be applied in manufacturing. Tape course geometry can be written to various CAD formats for further evaluation using existing analysis methods and tools.
VCPe provides product manufacturability analysis for the fibre angle based on the curvature of the part, as well overlap and gaps needed for structural analysis. It contains a subset of standard VERICUT Composite Programming (VCP) features, and presents a subset of choices in the user interface. Those features associated with post-processing and writing AFP NC programs are not available. However, VCPe files containing AFP tape courses are compatible with standard VCP and can be used as a starting point for AFP off-line NC programming. VCPe can be upgraded to standard VCP.
 VERICUT Composite Programming (VCP) adds the ability to post-process linked paths for specific machine requirements. The resulting NC programs include configurable machine-specific events with safe start and restart sequences. Multiple path trajectory methods are available to address specific engineering requirements and part topology. This includes at a specified angle to one or more rosette axes; at specified angle to single/multiple guide curves; parallel to existing path, and natural or adaptive steering. Sequences are then output as NC programs for the selected automated lay-up machine.
VERICUT Composite Programming (VCP) adds the ability to post-process linked paths for specific machine requirements. The resulting NC programs include configurable machine-specific events with safe start and restart sequences. Multiple path trajectory methods are available to address specific engineering requirements and part topology. This includes at a specified angle to one or more rosette axes; at specified angle to single/multiple guide curves; parallel to existing path, and natural or adaptive steering. Sequences are then output as NC programs for the selected automated lay-up machine.
NC programs can contain partial, full or multiple plies and the user can analyse material limits prior to program creation. Paths or tows can be exported as CAD geometry for further engineering analysis of how the material is actually applied.
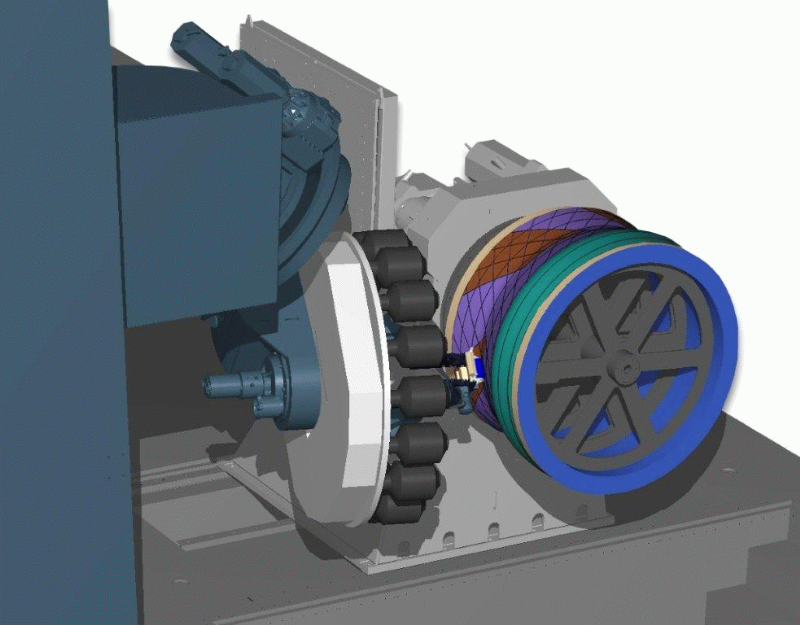
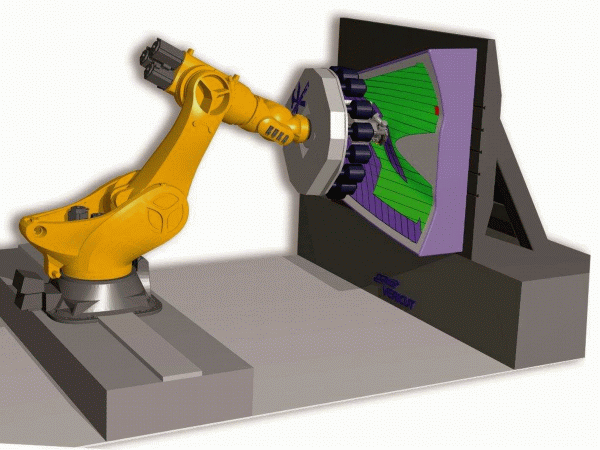
VERICUT Composite Simulation reads CAD models and NC programs from composite lay-up path generating applications, such as VCP. It then simulates the sequence of NC programs on a virtual machine. Material is applied to the lay-up form via NC program instructions in a virtual CNC simulation environment. NC program tow add/cut commands are read and acted-on to add or drop the simulated applied material. The simulated material applied to the form can be measured and inspected to ensure the NC program follows manufacturing standards and requirements. A report showing simulation results and statistical information can be automatically created. All referenced and simulation related process files are organised by a Simulation Project file.
The purpose of simulation is to validate the CNC lay-up process. Machine kinematics and control emulation is user-configurable. All machine components can be checked for collisions and near misses. The simulation is run directly from ISO NC programs and tow material is applied by NC program commands. At any point during the simulation the user can measure applied material: gap/lap; steering and roller conformance; thickness; and more.
The three components of machine independent software combine to allow manufacturers to select the best machine for a specific part, family of parts, or manufacturing process, without having to introduce a different piece of software into the engineering process for each different brand of machine.





